In metal cutting, there will be different workpiece materials, and different materials have different cutting formation and removal characteristics. How can we grasp the characteristics of different materials? ISO standard metallic materials are divided into 6 different type groups, each with unique properties in terms of machinability, which will be summarized separately in this article. Metal materials are divided into 6 categories: (1) P-steel (2) M-stainless steel (3) K-cast iron (4) N-non-ferrous metal (5) S-heat-resistant alloy (6) H-hardened steel(ALUMINUM ENCLOSURE)

↑↑Cutting characteristics of different materials↑↑
1-P steel
What is steel? – Steel is the largest material group in the metal cutting sector. – Steel can be unhardened or quenched and tempered (hardness up to 400HB). – Steel is an alloy with iron (Fe) as its main component. It is manufactured through a smelting process. – Unalloyed steels have a carbon content below 0.8%, only Fe and no other alloying elements. – The carbon content of alloy steel is less than 1.7%, and alloying elements such as Ni, Cr, Mo, V, W, etc. are added.
Fields of application: Within the metal cutting range, Group P is the largest material group as it covers several different industrial sectors. The material is usually a long chip material, capable of forming a continuous, relatively uniform chip. The specific chip form usually depends on the carbon content. – Low carbon content = tough sticky material. – High carbon content = brittle material.
Machining characteristics: – Long chipping material. – Chip control is relatively easy and smooth. – Mild steel is sticky and requires sharp cutting edges. – Unit cutting force kc: 1500–3100 N/mm²- The cutting force and power required for machining ISO P materials are within a limited range.

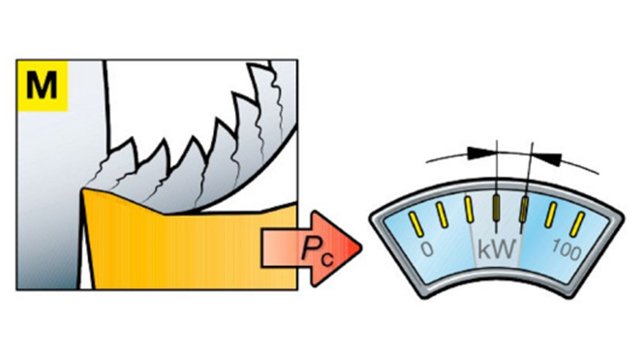
2-M stainless steel
What is stainless steel? – Stainless steel is an alloy material with a minimum of 11-12% chromium. – Carbon content is usually very low (as low as 0.01% max). – Alloys are mainly Ni (nickel), Mo (molybdenum) and Ti (titanium). – Forms a dense layer of Cr2O3 on the steel surface, making it resistant to corrosion.

Fields of application: In group M, most applications belong to the oil and gas, pipe fittings, flanges, process industries, and pharmaceutical industries. Chip Shape: The material forms irregular flaky chips with higher cutting forces than normal steel. There are many different types of stainless steel. Chip breaking performance (from easy to almost impossible) varies with alloy properties and heat treatment.
Machining characteristics: – Long chipping material. – Chip control is relatively smooth in ferrite and more difficult in austenite and duplex. – Unit cutting force: 1800-2850 N/mm² – Machining produces high cutting forces, built-up edge, heat and work hardening.
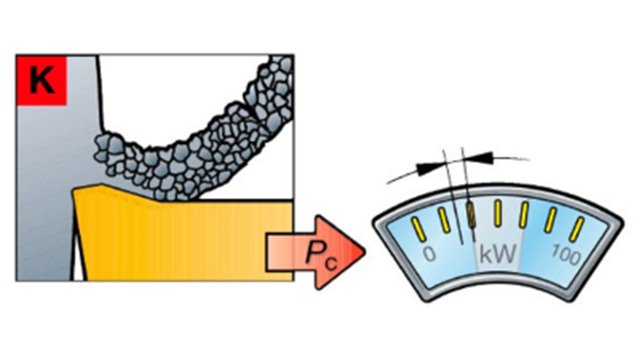
3-K cast iron
What is cast iron? – There are 3 main types of cast iron: grey cast iron (GCI), nodular cast iron (NCI) and compacted graphite cast iron (CGI). – Cast iron is mainly composed of Fe-C with relatively high silicon content (1~3%). – The carbon content exceeds 2%, which is the maximum solubility of C in the austenite phase. – Cr (chromium), Mo (molybdenum) and V (vanadium) are added to form carbides that increase strength and hardness but reduce machinability.

Application areas: Group K is mainly used in auto parts, machine building and iron making. Chip Shape: Materials vary in chip shape, from near-powder chips to long chips. The power required to process this material group is generally less. *Note: There is a big difference between grey cast iron (usually chip-like powder) and nodular cast iron, the chip breaking of which is often more similar to steel.
Machining characteristics: – Short chip material. – Good chip control in all conditions. – Unit cutting force: 790-1350 N/mm² – Abrasive wear occurs when machining at higher speeds. – Moderate cutting forces.
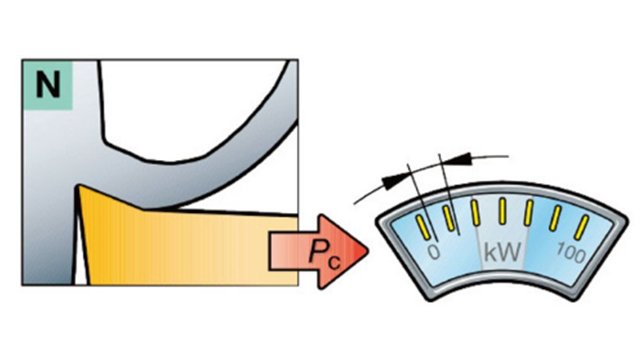
4-N non-ferrous metals
What is non-ferrous metal material? – This category includes non-ferrous metals, soft metals with hardness below 130 HB. – Non-ferrous (Al) alloys containing nearly 22% silicon (Si) make up the largest part. – Copper, bronze, brass.(SPEAKER SPIKES)

Application areas: Aircraft manufacturing and aluminum alloy automotive wheel manufacturers dominate Group N. Although the power required per cubic inch is low, it is still necessary to calculate the maximum power required to obtain high metal removal rates.
Machining characteristics: – Long chipping material. – In the case of alloys, chip control is relatively easy. – Non-ferrous metals (Al) are sticky and require sharp cutting edges. – Unit cutting force: 350-700 N/mm²- The cutting force and power required to process ISO N materials are within a limited range.
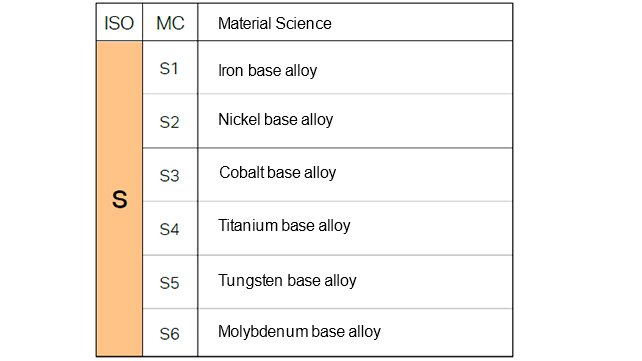
5-S heat resistant alloy
What is a heat-resistant alloy? – Heat Resistant Alloys (HRSA) include many highly alloyed iron, nickel, cobalt or titanium based materials. Group: Iron base, Nickel base, Cobalt base Working conditions: Annealing, solution heat treatment, aging treatment, rolling, forging, casting. Processing characteristics: Higher alloy content (cobalt over nickel) ensures better heat resistance, higher tensile strength and higher corrosion resistance.
Application areas: Group S materials that are difficult to process are mainly used in the aerospace, gas turbine and generator industries. The range is wide, but high cutting forces are usually present.
Machining characteristics: – Long chipping material. – Difficulty chip control (serrated chips). – Negative rake angles are required for ceramics and positive rake angles for carbide. – Unit cutting force: For heat-resistant alloys: 2400–3100 N/mm² For titanium alloys: 1300-1400 N/mm² – The required cutting force and power are high.

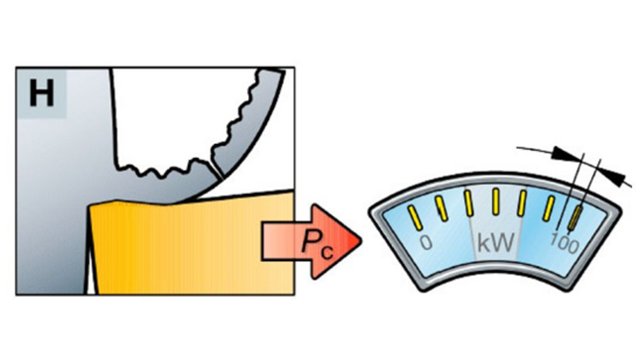
6-H hardened steel
What is hardened steel? – From a machining point of view, hardened steel is the smallest group. – This group contains quenched and tempered steels with hardness >45–65 HRC. – Generally, the hardness range of hard parts being turned is generally 55~68 HRC
between.

Fields of application: Hardened steels in group H are used in various industries, such as the automotive industry and its subcontractors, as well as in the machine building and tooling business. Chip Shape: Usually a continuous, red-hot chip. This high temperature helps lower the kc1 value and is important to help solve application challenges.
Machining characteristics: – Long chipping material. – Relatively good chip control. – Negative rake angle required. – Unit cutting force: 2550-4870 N/mm² – The required cutting force and power are high.
{kind=link}